




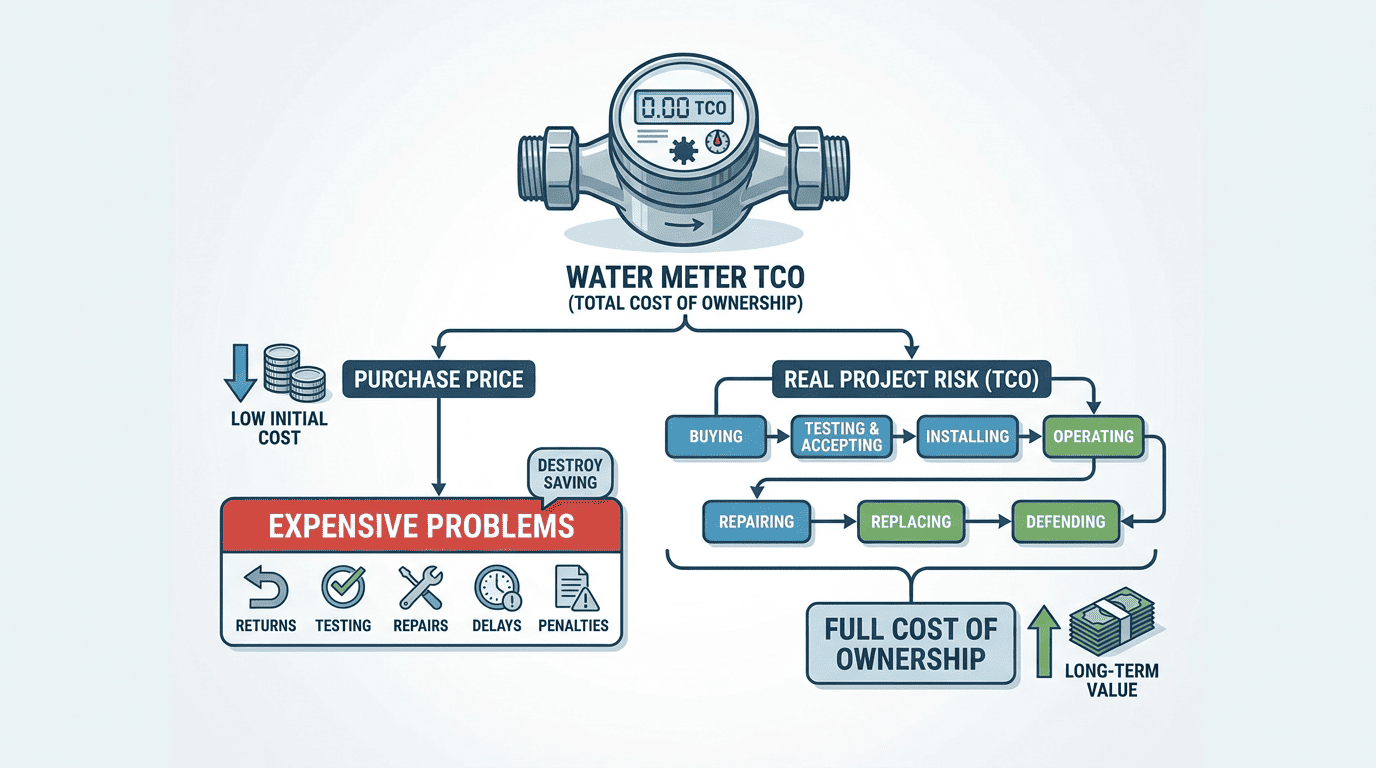
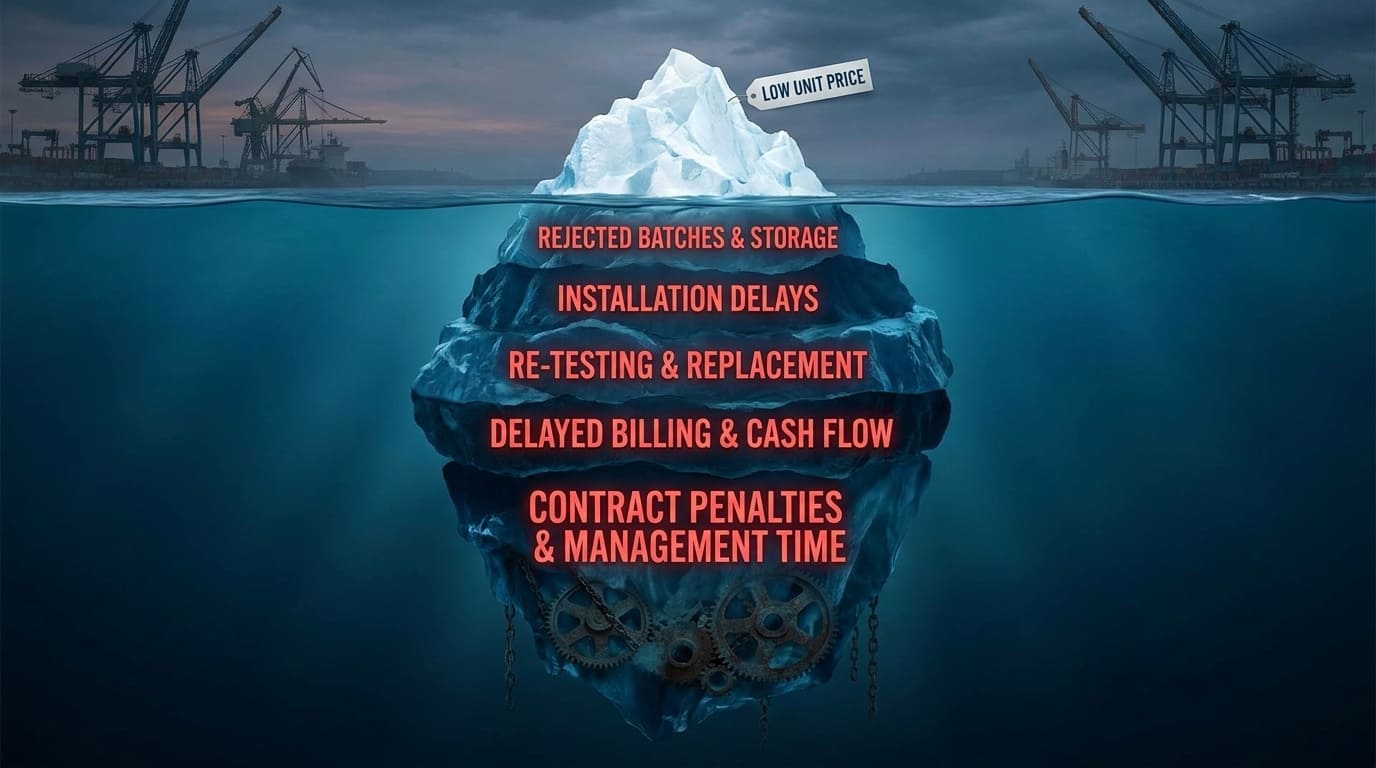
Ik heb gezien dat goedkope watermeters dure problemen veroorzaken. De factuur zag er goed uit, maar keert terug, testen, reparaties, vertragingen, en boetes vernietigden de besparing.
Total Cost of Ownership TCO van de watermeter betekent de volledige aankoopkosten, testen, accepteren, installeren, operationeel, repareren, vervangen, en het verdedigen van een meter tijdens zijn levensduur. Ik gebruik TCO om het echte projectrisico te vergelijken, niet alleen de aankoopprijs.
Ik schrijf dit voor financieel directeuren en inkoopmanagers omdat beide teams hetzelfde project van verschillende kanten bekijken. Financiën ziet begrotingsdruk. Inkoop kent leveranciersdruk. Ik heb beide teams het laagste bod zien kiezen omdat de tabel er overzichtelijk uitzag. Later, de werkelijke kosten verschenen in de retourvracht, tests van derden, veldarbeid, klachten van klanten, boetes, en vertraagde inkomsten.
Wat zijn de totale eigendomskosten van de watermeter??
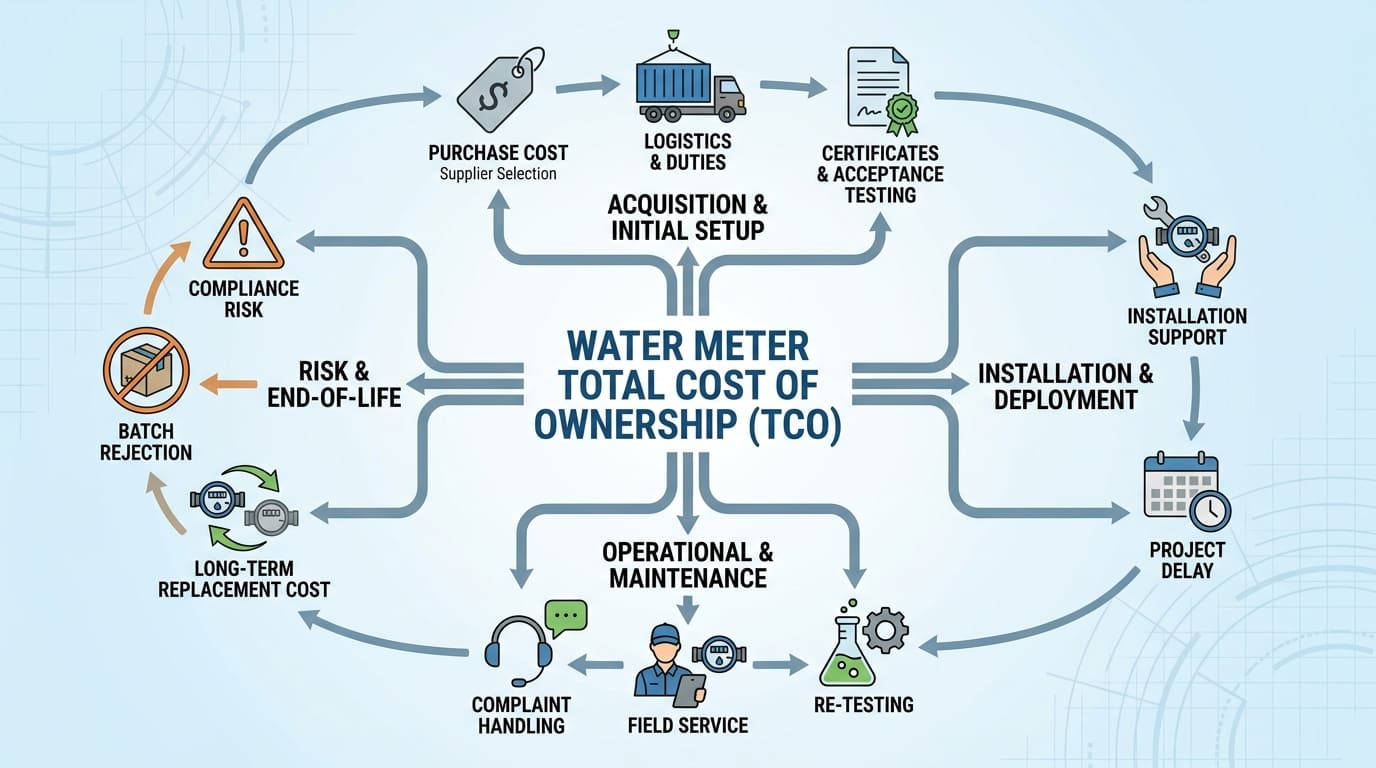
Ik definieer de totale eigendomskosten (TCO) van een watermeter als alle kosten die door een meter worden veroorzaakt, vanaf de selectie van de leverancier tot de uiteindelijke vervanging. De aankoopprijs is slechts één regel.
De TCO van de watermeter omvat de directe aankoopkosten, logistiek, plichten, certificaten, acceptatie testen, ondersteuning bij installatie, klachtenafhandeling, opnieuw testen, velddienst, nalevingsrisico, batchafwijzing, projectvertraging, en vervangingskosten op lange termijn.
Ik behandel een watermeter als een kostensysteem, geen enkel product
Een watermeter is niet alleen een koperen behuizing, een register, en een doos. Het is een legaal meetproduct. Het kan aanvullende apparaten omvatten, zoals een apparaat voor lezen op afstand, en deze apparaten kunnen onderworpen zijn aan wettelijke metrologische controle, afhankelijk van de nationale regels. Dit punt is van belang omdat een goedkope basismeter duur kan worden als het project uitlezing op afstand nodig heeft, wettelijke aanvaarding, en lokale testgoedkeuring.
Ik neem ook de testkosten mee in de TCO. ISO 4064 beschrijft het testen van complete watermeters en, waar vereist, testen van de meetomvormer en rekenmachine als afzonderlijke eenheden. Dit betekent dat een koper mogelijk meer dan één eenvoudige fabriekscontrole moet betalen als het project over slimme functies beschikt, eisen van de lokale overheid, of speciale acceptatieregels.
Ik gebruik TCO omdat dit verborgen kosten in dezelfde tabel brengt als de aankoopprijs. Een leverancier met een lage prijs kan nog steeds goed zijn. Maar een goedkope leverancier zonder materiaalcontrole, batchcontrole, uitlijning van de testbank, of klachtenondersteuning kan de kosten van de offerte van de leverancier naar het operationele budget van de koper verplaatsen.
| Kostenlaag | Wat ik insluit |
|---|---|
| Aankoopkosten | Meterprijs, accessoires, communicatiemodules |
| Logistieke kosten | Vracht, verzekering, plichten, havengelden |
| Goedkeuringskosten | Certificaten, monsters, testen door lokale autoriteiten |
| Acceptatiekosten | Fabrieksinspectie, testen door derden, opnieuw testen |
| Kosten van falen | Retouren, reparatie, vervanging, klachtenafhandeling |
| Servicekosten | Lokale bezoeken, internationale reizen, reserveonderdelen |
| Kosten van vertraging | Vertraagde installatie, uitgestelde facturering, contractrisico |
| Nalevingskosten | Sancties, herinnert zich, juridische beoordeling, reputatieschade |
Welke directe kosten horen bij de totale eigendomskosten van de watermeter??
Ik begin met directe kosten omdat deze gemakkelijk te zien zijn. Maar daar stop ik nooit, omdat directe kosten het grotere projectrisico kunnen verbergen.
Directe kosten omvatten de aankoopprijs, verzending, douanerechten, certificering, monsters, verpakking, documentatie, inspectie, en lokale acceptatievoorbereiding. Deze kosten zijn vóór levering zichtbaar, ze moeten dus worden gebudgetteerd voordat de leverancier wordt toegekend.

Ik scheid de logistieke kosten van de factuurprijs
De factuurprijs is niet de logistieke kosten. Ik voeg internationale vracht toe, binnenlandse vracht, verzekering, douanerechten, belasting over de toegevoegde waarde, bankkosten, inspectie kosten, monster kosten, en documentatiekosten. Ik voeg ook certificaatonderhoud toe als het project specifieke goedkeuringen vereist.
Voor slimme meters, Ik voeg concentrators toe, draagbare apparaten, SIM-kaarten, antennes, platformkosten, integratiekosten, en trainen. Een uitleesapparaat op afstand kan permanent worden ingebouwd of tijdelijk worden toegevoegd, en dit maakt het metersysteem breder dan de mechanische meter alleen. Als de begroting alleen de meterkast omvat, het project zal er goedkoop uitzien en duur opereren.
Ik voeg ook de kosten van verificatie en acceptatie toe. ISO 4064 beschrijft een intrinsieke fouttest waarbij meterindicaties onder referentieomstandigheden worden vergeleken met een gekalibreerd referentieapparaat. Dit herinnert me eraan dat testen geen gewone magazijnactiviteit is. Er is apparatuur voor nodig, mensen, tijd, en methodecontrole.
| Directe kostenpost | Waarom ik het meeneem in de TCO |
|---|---|
| Eenheidsprijs | Het is slechts het startpunt. |
| Vracht | Zware meters kunnen de landingskosten veranderen. |
| Taken en belastingen | Ze beïnvloeden de daadwerkelijke kasuitstroom. |
| Certificering | Voor lokale acceptatie kan bewijs nodig zijn. |
| Monsters | Monsters moeten mogelijk volledig worden getest. |
| Inspectie door derden | Het vermindert het risico, maar verhoogt de kosten. |
| Documentatie | Teder, douane, en autoriteitsbestanden hebben ondersteuning nodig. |
| Opleiding | Slecht gebruik kan van goede meters slechte projecten maken. |
Verborgen kosten 1: Hoe veranderen retourzendingen en klachten de totale eigendomskosten van de watermeter??
Ik heb gezien dat de goedkoopste batch de duurste batch werd nadat klachten begonnen. De eerste klacht leek klein. Het herhaalde patroon werd kostbaar.
Retourzendingen en klachten verhogen de TCO van de watermeter door vervangende meters, werk, vracht, testen, klantenservice, uitgestelde facturering, en verlies van vertrouwen. Klachtengegevens over vijf jaar zijn nuttiger dan een eenmalige goedkeuring van een monster.
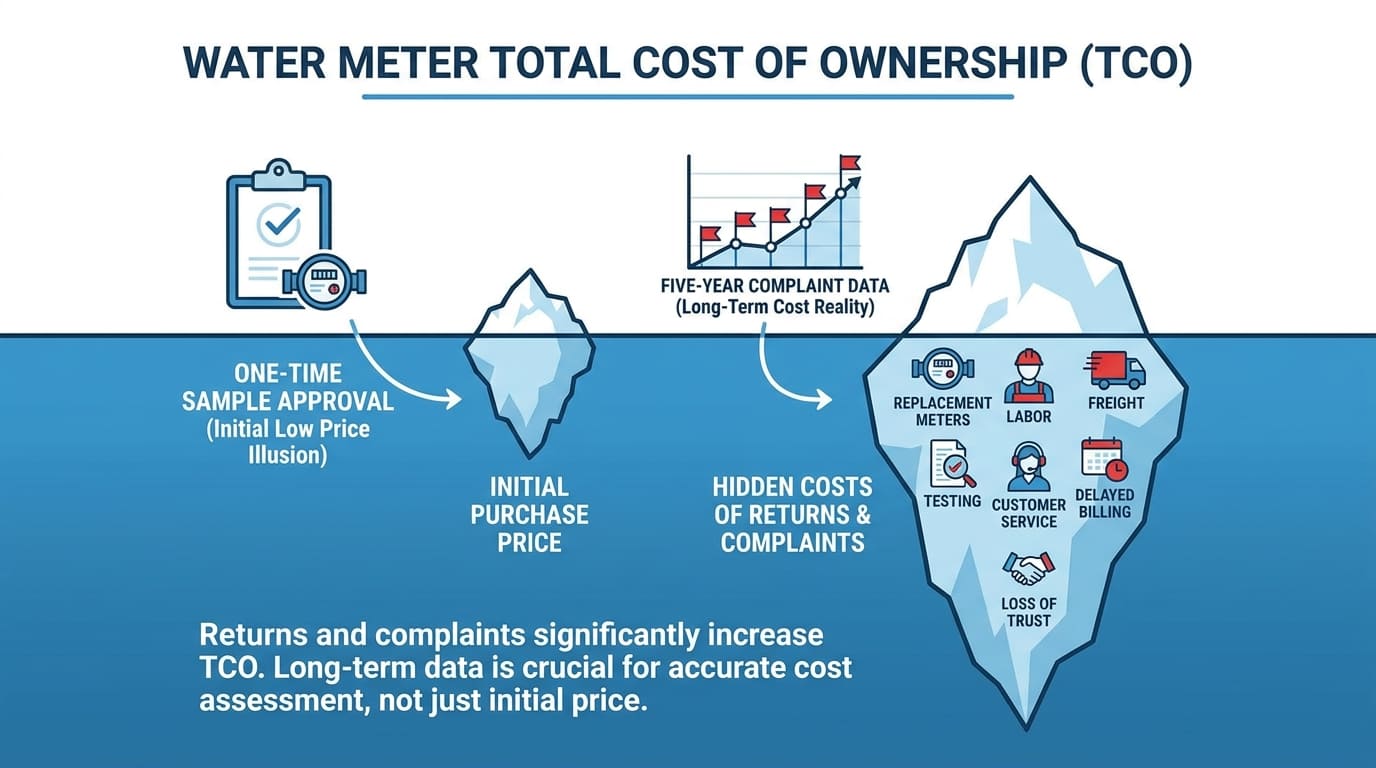
Ik gebruik klachtengegevens van vijf jaar omdat één zending mij kan misleiden
Een monster kan passeren. Een eerste zending kan er prima uitzien. Uit een vijfjarig klachtendossier blijkt of de fabrikant Kan herhaalde problemen onder controle houden. Ik vraag om klachtgegevens per model, maat, partij, storingsmodus, bestanddeel, staat van de locatie, en corrigerende maatregelen. Ik accepteer niet alleen een totaal klachtenpercentage.
Eén geval in mijn administratie betrof een partij HTN DN50 grote meters. De eenheidsprijs was aantrekkelijk. De eerste vergelijking zorgde ervoor dat de leverancier er concurrerend uitzag. Maar keert terug, testen, en reparatie zorgden voor een totaal verlies van meer dan RMB 60,000. De besparing op de aanschafprijs verdween. De verborgen kosten kwamen voort uit de retourafhandeling, bankcontroles, reserveonderdelen, communicatie tijd, en klantendruk.
De kosten van klachten zijn ook moeilijk uit te leggen binnen een bedrijf, omdat deze op verschillende afdelingen terechtkomen. Bij inkoop wordt onderhandeld met leveranciers. Kwaliteit ziet testen. Sales ziet klantdruk. Financiën ziet extra betalingen. Magazijn ziet geretourneerde goederen. Wanneer ik TCO gebruik, Ik heb al deze kosten in één bestand gezet.
| Kosten klacht | Waar het verschijnt |
|---|---|
| Vervangingsmeter | Inkoop- of projectbegroting |
| Retourvracht | Logistieke begroting |
| Bank-test | Kwaliteitsbegroting |
| Veldarbeid | Service- of exploitatiebudget |
| Communicatie met klanten | Verkoop- of callcenterbudget |
| Uitgestelde betaling | Financiële cashflow |
| Reputatieschade | Toekomstig aanbestedingsrisico |
Verborgen kosten 2: Waarom verhoogt het opnieuw testen door derden de totale eigendomskosten van de watermeter??
Ik heb gezien dat één mislukte batch meer testkosten met zich meebracht dan het oorspronkelijke inspectiebudget. Opnieuw testen is nooit gratis, zelfs wanneer de leverancier de verantwoordelijkheid aanvaardt.
Hertesten door derden verhogen de TCO via laboratoriumkosten, monster transport, wachttijd, herhaalde interne evaluatie, en vertraagde aanvaarding. De testkosten stijgen snel wanneer batchfouten de wettelijke of contractuele acceptatie beïnvloeden.

Ik vergelijk de testomstandigheden in de fabriek met de testomstandigheden van de lokale overheid
Een fabriekstestresultaat is nuttig. Maar het staat niet altijd gelijk aan acceptatie door de lokale overheid. ISO 4064 legt uit dat bij het testen van intrinsieke fouten het door de meter weergegeven volume wordt vergeleken met een gekalibreerd referentieapparaat onder referentieomstandigheden. Als de fabriek en de lokale overheid verschillende opstellingen gebruiken, de koper kan met argumenten te maken krijgen, hertesten, en vertraagde aanvaarding.
ISO 4064 zegt ook relevante waarden, afmetingen, en observaties moeten worden vastgelegd tijdens prestatietests. Dat idee gebruik ik bij inkoop. Ik vraag leveranciers om duidelijke testrapporten te verstrekken, niet alleen “pass”-verklaringen. Een goede staat van dienst maakt een geschil gemakkelijker op te lossen. Een zwak record maakt elke mislukking duurder.
De kosten voor hertesten door derden omvatten meer dan laboratoriumfacturen. Het omvat monsterselectie, afdichting, verzending, wachttijd, vertaling van rapport, ingenieur beoordeling, onderhandeling met leveranciers, en soms bijeenkomsten van projecteigenaren. Als de batch groot is, Opnieuw testen kan de installatie ook stopzetten.
| Trigger opnieuw testen | Impact op de TCO |
|---|---|
| Geschil over de nauwkeurigheid van de meter | Laboratoriumkosten en vertraging |
| Materiële twijfel | Chemische test en autoriteitsbeoordeling |
| Twijfel over IP-rating | Dompel- of afdichtingstest |
| Probleem met lezen op afstand | Systeemtest en locatiesimulatie |
| Batchafwijzing | Kosten voor herbemonstering en opslag |
| Certificaat komt niet overeen | Juridische en technische beoordeling |
Verborgen kosten 3: Hoe beïnvloeden internationale servicebezoeken de totale eigendomskosten van de watermeter??
Ik heb gezien dat een reparatiereis meer kostte dan het gerepareerde product. Dit gebeurt vaak bij grote meters en exportprojecten.
Internationale buitendienst voegt vluchten toe, hotels, visa, lokaal vervoer, ingenieurs tijd, hulpmiddelen, reserveonderdelen, vertaling, en opportuniteitskosten. Voor sommige mislukkingen, de reparatiekosten kunnen de waarde van de meters overschrijden.

Ik bereken de buitendienst voordat ik een goedkope leverancier goedkeur
Eén geval in mijn administratie betrof grote meters in Rusland. De reparatie zelf was niet het enige probleem. De site vereiste internationale reizen, planning van ingenieurs, hulpmiddelen, reserveonderdelen, en lokale coördinatie. De reparatiekosten werden veel hoger dan de productwaarde. De lage aankoopprijs leek irrelevant nadat de servicereis was begonnen.
Daarom vraag ik leveranciers naar lokale ondersteuning voordat ik de prijzen vergelijk. Als een fabrikant geen lokale partner heeft, elke ernstige mislukking wordt een internationale zaak. Als de meter een product met een grote diameter is, Het terugsturen kan ook duur of onrealistisch zijn.
Voor slimme meters, internationale service kan ook platformdiagnose omvatten, firmwarecontrole, communicatie testen, en trainen. Watermeters met elektronische apparaten moeten zo worden ontworpen dat er bij gespecificeerde storingen geen significante fouten optreden, en controlefaciliteiten maken in veel gevallen deel uit van de eis. Dit betekent dat de ondersteuning van slimme meters niet alleen mechanische reparaties zijn. Het is ook elektronische en data-ondersteuning.
| Buitendienstartikel | Kostendrijver |
|---|---|
| Ingenieur vlucht | Internationale reiskosten |
| Hotel- en dagvergoeding | Tijd ter plaatse |
| Visum en documenten | Administratieve vertraging |
| Reserveonderdelen | Spoedverzending |
| Hulpmiddelen | Speciale reparatievereiste |
| Lokale vertaler | Communicatie ondersteuning |
| Downtime | Facturering kwijtgeraakt of project vertraagd |
Op zoek naar een betrouwbare leverancier van watermeters?
YOUNIO produceert mechanische en ultrasoon watermeters van DN15 tot DN500, MID-gecertificeerd en ISO-getest 4064. Gratis monsters en fabriekstestrapporten beschikbaar voor gekwalificeerde kopers.
Verborgen kosten 4: Hoe beïnvloeden tekortkomingen in de naleving en wettelijke boetes de totale eigendomskosten van de watermeter??
Ik heb compliancekosten zien verschijnen nadat de inkoop dacht dat de aankoopbeslissing was afgerond. De meter was goedkoop, maar de straf niet.
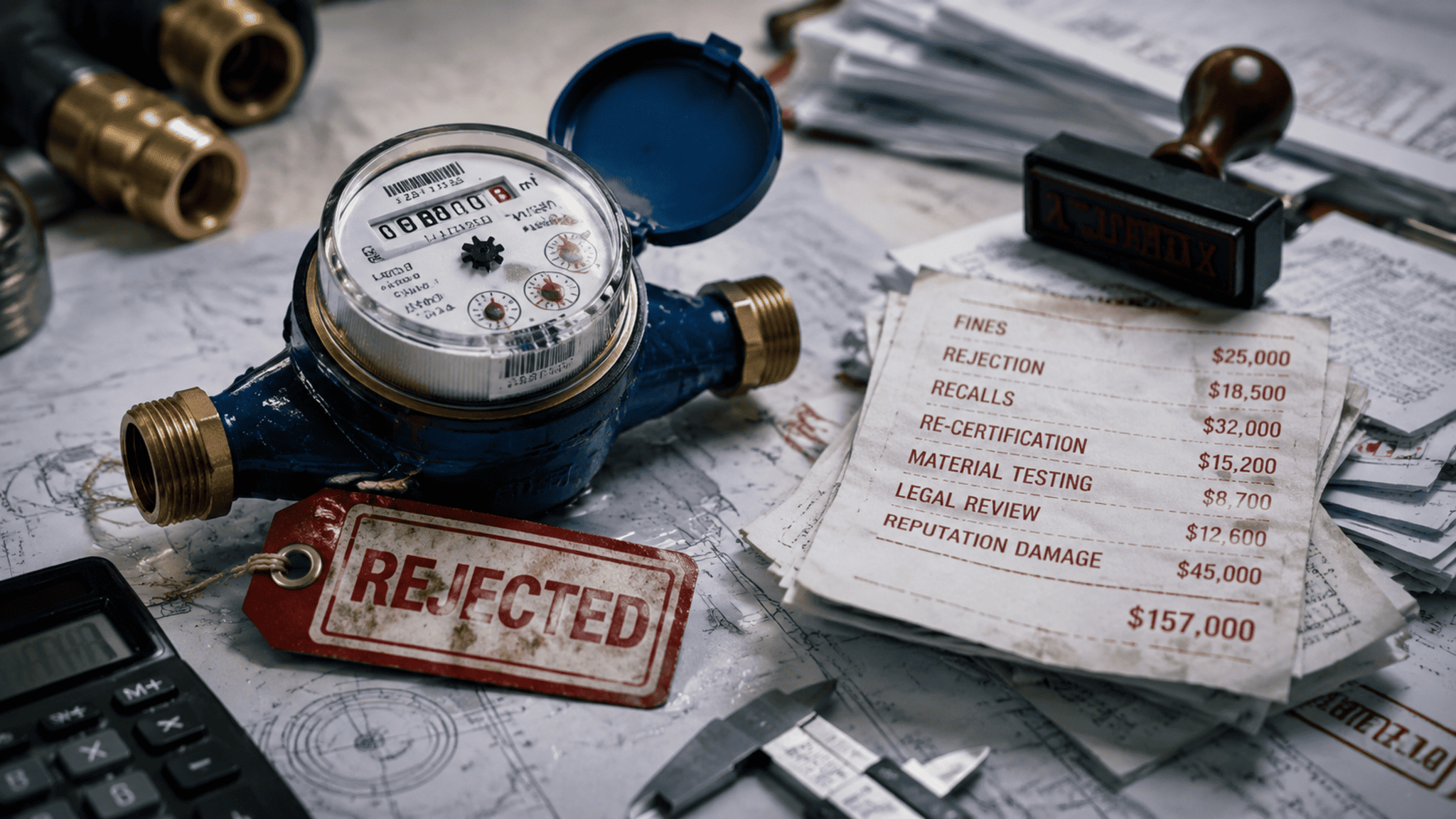
Niet-naleving van de regels verhoogt de TCO door middel van boetes, afwijzing, herinnert zich, hercertificering, materiaal testen, juridische beoordeling, en reputatieschade. Materiaal- en constructieregels moeten worden beoordeeld voordat de leverancier wordt geselecteerd.
Ik beschouw materiële naleving nooit als een klein detail
Eén geval in mijn administratie betrof een overmatig loodgehalte. De boete bedroeg RMB 52,000. Het probleem was van buitenaf niet zichtbaar. Het meterhuis zag er normaal uit. De prijs zag er goed uit. Maar de nalevingskosten waren niet inbegrepen in de aanschafprijs.
ISO 4064 stelt dat materialen die in contact komen met water conventioneel bekend moeten zijn als niet-giftig, niet-vervuilend, en biologisch inert, en het vestigt ook de aandacht op nationale regelgeving. Ik lees dit als een aankoopwaarschuwing. Een meter die op de ene markt acceptabel is, kan op een andere markt toch falen als de lokale drinkwaterregels of materiaallimieten anders zijn.
ISO 4064 vereist ook dat de volledige watermeter wordt gemaakt van materialen die bestand zijn tegen interne en externe corrosie of worden beschermd door een geschikte oppervlaktebehandeling. Deze eis is van invloed op de TCO op de lange termijn, omdat er corrosie kan ontstaan lekkage, uiterlijke problemen, druk problemen, en vroegtijdige vervanging.
Ik vraag om materiële rapporten per batch. Ik vraag of het lichaam van messing is, composiet, roestvrij staal, of een ander materiaal. Ik vraag of het materiaal drinkwatergoedkeuring heeft voor de doelmarkt. Ook vraag ik hoe de leverancier het binnenkomende materiaal controleert. De goedkoopste leverancier is misschien niet goedkoop als één mislukte materiaaltest boetes oplevert, herinnert zich, en het wantrouwen van de klant.
| Nalevingsrisico | Verborgen kosten |
|---|---|
| Mislukte leadinhoud | Prima, herinneren, autoriteitsbeoordeling |
| Lokale goedkeuring ontbreekt | Vertraagde installatie |
| Certificaat komt niet overeen | Aanbestedingsgeschil |
| Corrosieprobleem | Vervanging en klachten |
| Onveilig materiaal dat in contact komt met water | Juridisch en publiek vertrouwensrisico |
| Slecht fraudebestrijdingsontwerp | Factureringsgeschillen |
Verborgen kosten 5: Hoe verhogen projectvertragingen als gevolg van batchafkeuringen de totale eigendomskosten van de watermeter??
Ik heb gezien dat afgewezen batches de installatieschema's en de cashflow blokkeren. Het magazijn was vol, maar het project kon niet bewegen.
Het afkeuren van batches verhoogt de TCO van de watermeter door opslag, opnieuw testen, vervangende productie, vertraagde installatie, uitgestelde facturering, contractuele boetes, en extra managementtijd. Een lage eenheidsprijs kan een mislukt acceptatieschema niet compenseren.
Ik neem de kosten voor het afkeuren van batches op voordat ik de massaproductie goedkeur
Een batchafkeuring is niet alleen een kwaliteitsprobleem. Het is een planningsprobleem. Het heeft gevolgen voor bouwteams, installatie aannemers, factureringsplannen, mededelingen van klanten, en projectmijlpalen. Als de meters geïmporteerd zijn, de vertraging kan ook van invloed zijn op de douaneopslag en de timing van vervangende verzending.
Eén geval in mijn administratie betrof een nieuwe malbus die eraf viel. Het directe verlies bedroeg RMB 65,240. De aankoopprijs was laag, maar de kosten voor het terugroepen van batches waren hoog. Het defect toonde aan dat een klein onderdeel in een nieuwe matrijs een groot projectverlies kan veroorzaken als het in een batch wordt herhaald.
Daarom vraag ik om goedkeuring van een pilotbatch vóór massaproductie. Ook vraag ik om eerste artikelinspectie, kritische kwaliteitscontroles, en regels voor het vasthouden van zendingen. ISO 4064 vereist dat beveiligingsapparatuur wordt geverifieerd als onderdeel van de metervereisten, en prestatietests vereisen dat relevante waarden en observaties worden vastgelegd. Ik gebruik dezelfde manier van denken bij batchcontrole. Ik wil schriftelijk bewijs voordat ik de kwantiteit laat groeien.
Een batchafkeuring kan ook het interne vertrouwen verminderen. Financiën kunnen het project in twijfel trekken. Inkoop kan de discussies met leveranciers heropenen. Het projectteam verliest mogelijk installatievensters. Het hulpprogramma kan de verbetering van de facturering vertragen. Dit zijn reële kosten, zelfs als ze niet op de eerste aankooporder verschijnen.
| Kosten voor batchafkeuring | Zakelijk effect |
|---|---|
| Opslag | Magazijnkosten en ruimtedruk |
| Opnieuw testen | Laboratoriumkosten en managementtijd |
| Vervanging productie | Nieuwe doorlooptijd |
| Installatie vertraging | Contractantplanningsconflict |
| Vertraging van de facturering | Latere omzetverbetering |
| Contractboete | Direct financieel verlies |
| Interne vergaderingen | Verborgen arbeidskosten |
Hoe kan ik een eenvoudig TCO-model voor de totale eigendomskosten van de watermeter bouwen voor inkoop??
Ik heb geen complex financieel systeem nodig om TCO te starten. Ik heb een duidelijke tabel nodig waarin leveranciers op dezelfde levenscyclusbasis worden vergeleken.
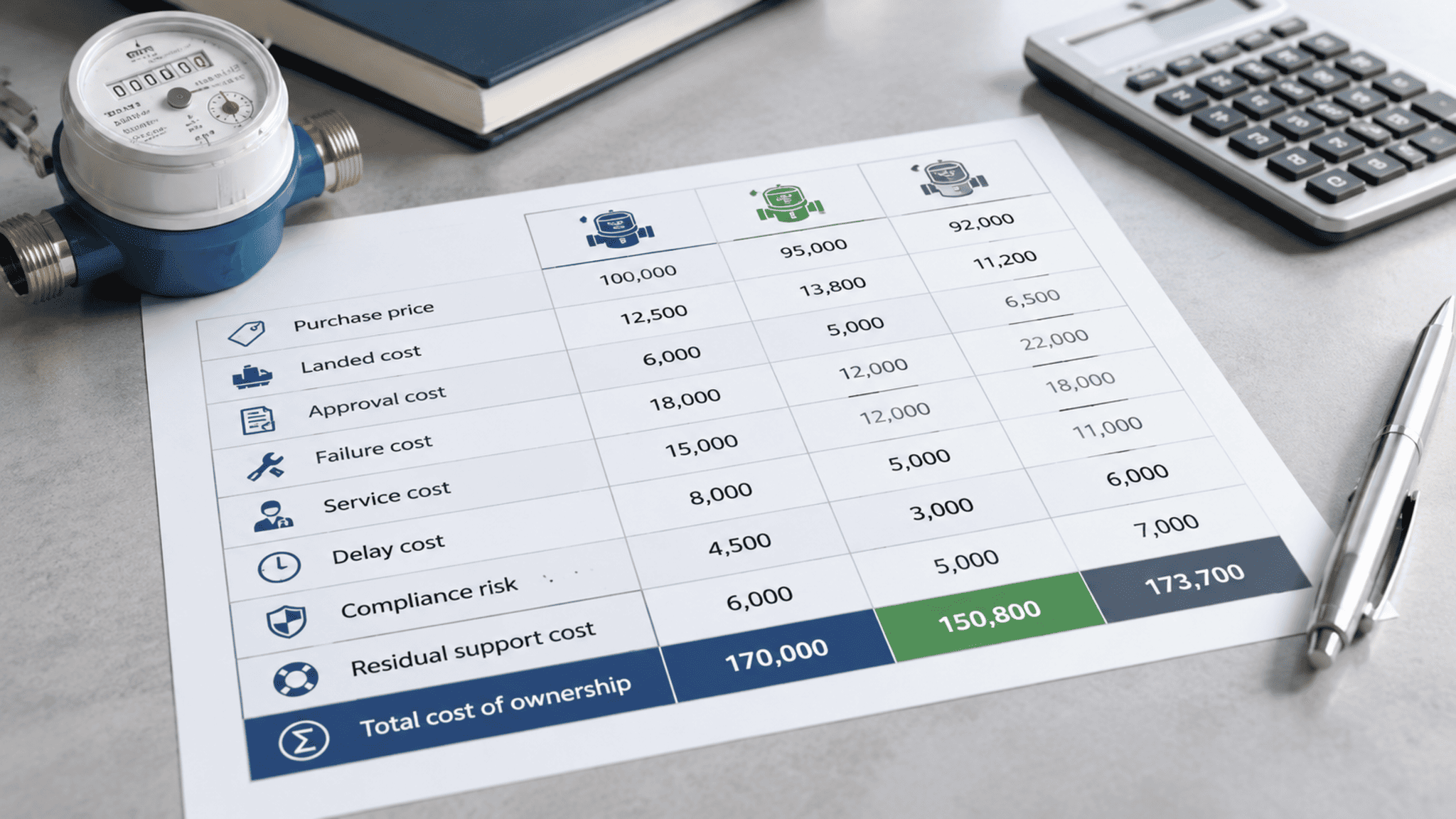
Een eenvoudig TCO-model voor een watermeter voegt een aankoopprijs toe, land kosten, goedkeuring kosten, faalkosten, servicekosten, kosten uitstel, nalevingsrisico, en resterende ondersteuningskosten. Het model moet scenario's vergelijken, niet alleen citaten.
Ik gebruik een kostenformule die zowel financiën als inkoop kunnen lezen
Mijn basisformule is eenvoudig:
Totale eigendomskosten watermeter TCO = aankoopkosten + logistieke kosten + certificering kosten + acceptatiekosten + kosten voor installatieondersteuning + verwachte klachtkosten + verwachte kosten voor hertesten + verwachte kosten voor buitendienst + nalevingsrisicokosten + kosten uitstel + vervangingskosten.
Ik schat de verwachte klachtkosten met een eenvoudig risicopercentage. Als een leverancier sterke klachtengegevens over vijf jaar heeft, Ik gebruik een lagere risicofactor. Als een leverancier de traceerbaarheid van de batch niet kan aantonen, Ik gebruik een hogere risicofactor. Als het project zich in een strikt gereguleerde markt bevindt, Ik voeg meer nalevingsrisico toe.
Ik bereken ook een ‘slecht batchscenario’. Dit is het nummer dat vaak de beslissing verandert. Ik vraag wat er gebeurt als 5%, 10%, of 20% van de batch moet opnieuw worden getest, reparatie, of vervanging. Ik vraag wat er gebeurt als een autoriteitstest de acceptatie van een zending blokkeert. Ik vraag wat er gebeurt als één materiële kwestie een boete oplevert.
| TCO-artikel | Leverancier A: lage prijs | Leverancier B: gecontroleerde leverancier |
|---|---|---|
| Eenheidsprijs | Lager | Hoger |
| Vracht en plichten | Hetzelfde of vergelijkbaar | Hetzelfde of vergelijkbaar |
| Certificeringsondersteuning | Zwak | Sterk |
| Verwachte klachtkosten | Hoger | Lager |
| Verwachte kosten voor opnieuw testen | Hoger | Lager |
| Risico voor buitendienst | Hoger | Lager |
| Nalevingsrisico | Hoger | Lager |
| Risico van vertraging | Hoger | Lager |
| Totaal verwachte TCO | Mag hoger worden | Vaak stabieler |
Ik wijs risicowaarden toe aan bekende fouttypen
Ik pretendeer niet dat risico perfect kan worden voorspeld. Maar ik wijs nog steeds kostenwaarden toe. Het doel is niet wiskundige schoonheid. Het doel is betere beslissingen.
| Type fout | TCO-kosten om te schatten |
|---|---|
| Retour en klacht | Vracht, werk, vervanging |
| Opnieuw testen door derden | Laboratorium vergoeding, monsters, tijd |
| Internationale dienst | Reis, onderdelen, ingenieurs dagen |
| Naleving mislukt | Prima, herinneren, hercertificering |
| Batchafwijzing | vertraging, opslag, vervanging |
| Storing slimme meter | platformondersteuning, vervanging van modules |
| Materiële kwestie | testen, boete, leveranciersgeschil |
Dit model helpt me uit te leggen waarom een meter dat is 5% goedkoper kan zijn 20% duurder na mislukkingen. Het helpt mij ook te laten zien waarom procesbeheersing van leveranciers financiële waarde heeft.
Hoe gebruik ik de TCO-argumenten van de totale eigendomskosten van de watermeter bij de interne budgetgoedkeuring?
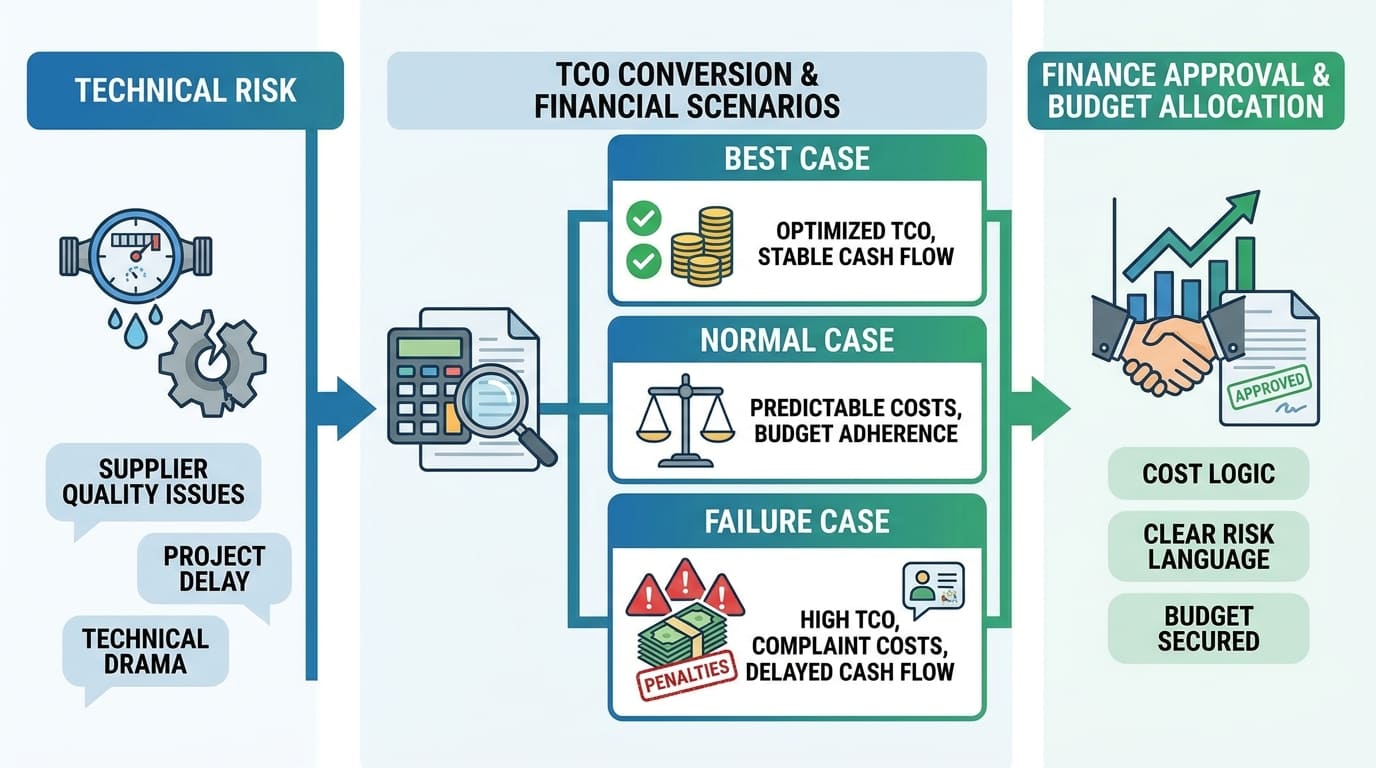
Ik heb geleerd dat voor interne begrotingsgoedkeuring duidelijke risicotaal nodig is. Financiële teams willen geen technisch drama. Ze willen kostenlogica.
Ik gebruik de TCO-argumenten van watermeters door technische risico's om te zetten in financiële scenario's. Ik laat het beste geval zien, normaal geval, en storingsgeval. Vervolgens koppel ik leverancierskwaliteit aan cashflow, boetes, klacht kosten, en projectvertraging.
Ik vertaal technische risico's naar CFO-taal
Als ik met financiën spreek, Ik vermijd het alleen maar te zeggen, “Deze leverancier is beter.” zeg ik, “Deze leverancier verlaagt de verwachte kosten voor hertesten, buitendienstrisico, boete blootstelling, en vertragingsrisico.” Die zin past bij de manier waarop een CFO denkt.
Ik gebruik ook echte cases. De HTN DN50-batch voor grote meters liet zien hoe een goedkope eenheidsprijs kan uitmonden in meer dan RMB 60,000 aan rendement, testen, en reparatie. De grote meterkast in Rusland liet zien hoe internationale buitendienst meer kan kosten dan de productwaarde. De nieuwe vormbusbehuizing liet zien hoe een goedkope batch RMB kan creëren 65,240 bij terugroepverlies. De lead-content case liet zien hoe nalevingskosten een RMB kunnen creëren 52,000 boete.
Elke casus koppel ik aan één budgetlijn. Retouren hebben invloed op de bedrijfskosten. Opnieuw testen heeft invloed op de kwaliteitskosten. Internationale service heeft invloed op de after-saleskosten. Nalevingsboetes zijn van invloed op de juridische en regelgevende kosten. Batchafwijzing heeft invloed op de cashflow van het project.
| Interne zorg | TCO-argument dat ik gebruik |
|---|---|
| “De betere leverancier is duurder.” | De aankoopprijs is hoger, maar de verwachte faalkosten zijn lager. |
| “Dit jaar moeten we bezuinigen.” | Een goedkope meter kan de kosten verplaatsen naar het servicebudget van volgend jaar. |
| ‘Het monster is geslaagd.’ | Een monsterpas neemt het batch- en compliancerisico niet weg. |
| “De leverancier heeft een certificaat.” | Het certificaat moet aansluiten bij de productie en lokale regels. |
| “Service kan later worden afgehandeld.” | Internationale service kan meer kosten dan de meterwaarde. |
| “Vertraging is onwaarschijnlijk.” | Eén afgewezen batch kan de verbetering van de installatie en de facturering tegenhouden. |
Ik toon de beslissing als verzekering tegen bekend verlies
Ik omschrijf TCO niet als een theorie. Ik omschrijf het als een verzekering tegen bekende verliescategorieën. Een gecontroleerde leverancier verkoopt niet alleen meters. Het verkleint de kans op rendement, opnieuw testen, velddienst, boetes, en vertraging.
Voor een nutsproject, Ik vraag het interne team om de leverancier met de laagste verwachte levenscycluskosten goed te keuren, niet de laagste eenheidsprijs. Dit is een eerlijkere regel voor inkoop, omdat het kopers toestemming geeft om voor kwaliteit te kiezen wanneer kwaliteit een financiële reden heeft.
Conclusie
Ik gebruik de TCO van de watermeter, omdat de goedkoopste meter het duurste project kan worden. Retouren, opnieuw testen, internationale dienst, boetes voor naleving, en batchafkeuring moet worden geprijsd voordat de leverancier wordt toegekend. Als u een veiligere TCO-vergelijking wilt maken voor uw volgende aanbesteding, YOUNIO kan u ondersteunen met gecertificeerde watermeters, slimme metermogelijkheden, duidelijke documentatie, en praktische projectrisicobesprekingen.
Op zoek naar een betrouwbare leverancier van watermeters?
YOUNIO produceert mechanische en ultrasone watermeters van DN15 tot DN500, MID-gecertificeerd en ISO-getest 4064. Gratis monsters en fabriekstestrapporten beschikbaar voor gekwalificeerde kopers.




